 �ٷ���
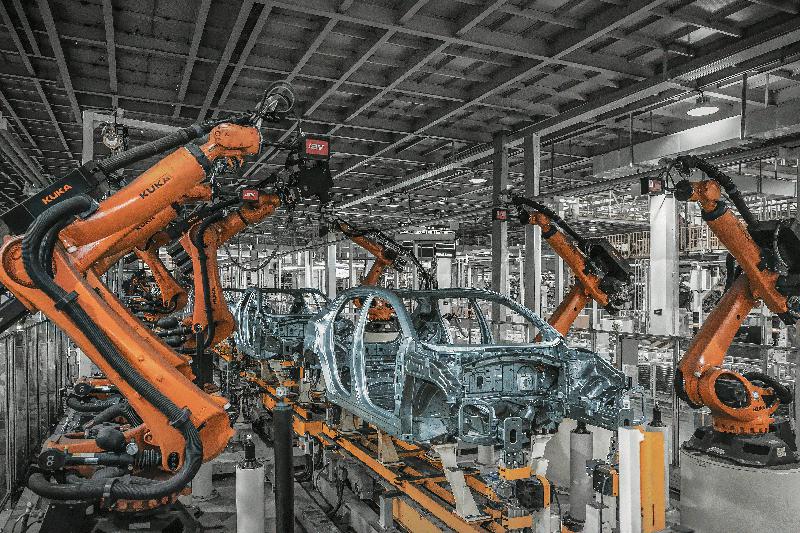
�ٷ���һ��������һ̨����̽�ó����ǻ۹��� ����UNI-T��������
��С����������4��21�գ�����������"����UNI-T����������"����ڻ����λ�����ƻ�����ٽ��������߽�����UNI-T����������أ���ֱ���ķ�ʽչʾ�˳���UNI-T�����ܻ��������� ���ﵽ1����1̨�����ߵij�������Ч�ʡ���չ���˳���ȫ�¡�������UNI�������еij������ܻ����Լ����߰�ȫ�Ա���

��������UNI-T��������
��������UNI-T����������Ͷ��25��Ԫ��ռ�����47.5��ƽ���ף���Ʋ���26����/�꣬����14.2���µĽ���ͷ�չ����2018��5��15����ʽͶ����Ӫ��
��������UNI-T����������Ҫ����SUV��MPV�ȳ��ͣ������߲������Ƚ��Ĺ��պ��豸����ѹ����Ϊȫ��ո���˫�ۻ�е�����ߣ��������Ĵ�15��/�֣����뻷����ͬʱ����ͬ�����ƣ�����Һѹ�棬ȫ�Զ���ģ�ȹؼ������������״β���4���������ߣ��Զ����ʴ�50%��Ϳװ����Ϊˮ��3C1B+VOCĩ�˷��չ��գ����õײ��������ײ��ܷ⡢��Ϳ�����ˡ���װ������ÿ������壬������Ӧ��ҵ�߶ȣ������Զ���װAGV�������Զ�������Ť�ؿ���ϵͳ�ȡ�ͬʱ���ԡ�ʱ����̡��ɱ����͡������١��ռ��С��������������������Ϊһ�����ִ���������
��ѹ����
��ѹ�����ܽ������25820�O����2��2400T˫��ȫ�Զ����ٷ��ʽ��ѹ�����ߣ�����������Ĵ�15���������/���ӣ������������ܴ�700��������������ŵ���������Ƚ����ͳ��׳�ѹ�豸����ˮƽ�����վ��滯�����ݻ������Ի��������������ͬ�����ơ�ȫ�Զ���ģ����������������桢ȫ���ֻ���صȹؼ���������Ҫ�е������������͵Ĵ����⸲�Ǽ���ѹ��������
��ѹ��������һ���Ƚ������ܻ�ϵͳ�����ߣ����ÿ��٣���Ч��ȫ�Զ���ģϵͳ����ģ�ɹ�����Ҫ3���ӣ�������Զ����ߵ�����Ч�ʼ��豸��ȫ�ԣ����ӷ����Զ����ߵ����Ի�����Ҫ���������ִ�����������ѹ������ʵ��������Ҫ��
��ѹ��������Ƚ���Һѹ�漼�������ϳ����̿��ԶԲ������п��ƣ���֤������ܺõij��ͺ���Ӳ�ʡ���ѹ�������ȫ���ʽ�Ĵ��ͳ�ѹ�豸���������������Ч�Ľ������ֱ��������ұ�85�ֱ����ڡ�
�ڸ������Ʒ��棬����Ա����������������ǻۺͲ��ܣ��������������Դ��������Ʋ������г����ߣ���װ���������г��ϣ������˳�ѹ������ģʱ�䣬��ÿ������200����㣬һ��ɽ�ʡԼ200Сʱ�����������˻�ģЧ�ʣ��������˲������˵��Ͷ�ǿ�ȡ�

��ѹ�����Ŷ�ʰ���Ķ������ֿ⣬��ʵ�ֶ�ʰ�������Ĺ����Զ���������ά����ѯ������������ӡ�����ȹ��ܣ�������90��������ɶ�ʰ�����Զ���ȡ����Լ�����1800ƽ���������ִ�����������������Ҫ��
���ӳ���
���ӳ�����ռ�����Ϊ42000�O����Ҫ��һ�����Ի����ߺ�һ���������ߺͳ��������߹��ɣ���Ʋ���26����/�꣬������Ϊ39����/�ꡣΪ�����ܺ������������������������þ��й��ʻ�һ��Ʒ�ʵ�ȫ�Զ����豸336̨��
��Ͷ�����������������¹ʷ���Ϊ��0�����׳������Ƚ���Ŀǰ��������98.9%���ڳ����������������������һ��
�������͵�X������һ����ͨ��2̨����ʽ���������������ʿ���ں���˹���������ǣ�������������8000Kg�������������SUV��MPV����������ģʽ�ռ��������MPEE��70um��˫��ģʽ�ռ��������MPEE��90um����2̨�߾��ȼ�������ǡ�12���Ÿ��ܳɼ�ߣ�2��PCF�ۺϼ��1���ڼ�ߣ�������������ƴ�����ж��㲿�����ϡ���װ�о߲��ԡ�ģ�߾��Ⱥ��̿��ƽ���100%������ȫ���̼�أ�����쳣��չ���Թ����������������ϣ��ð׳������ӹ��̲������쳣�������Σ���0.8-1.2mm���Χ������õ�100%ȫ����ܣ��׳������ȼ�ؽϳ�������50%������ģʽ��ȫ��ҵ����һ�ģ�ңң���ȡ�
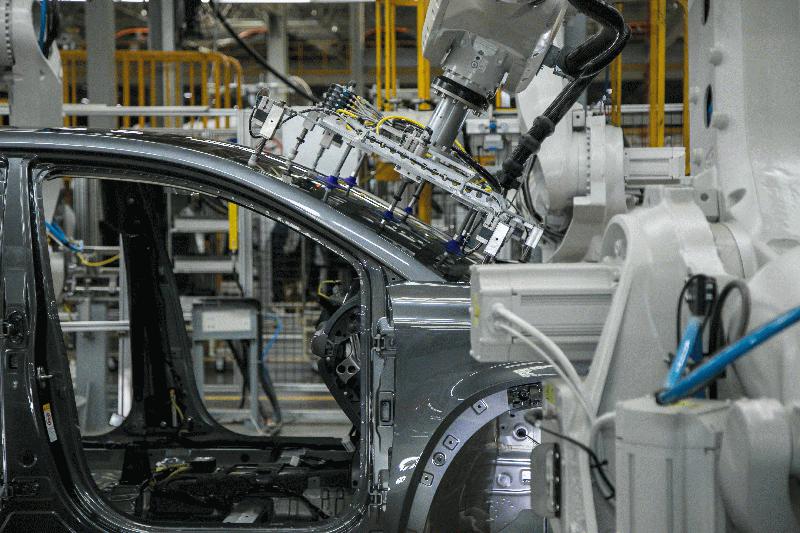
����������������³��壨���̣��Զ������ߡ�Ϊ��֤�����ܷ�Ч�������֮�������˲��Ե¹��Ŀ�����ӥ�� ���� �Ӿ����ϵͳ���Լ���Ч���ܱ�������100%��֤����֤���֮�������Ҳ�Ĺ�λץȡǰ�ڰ壬ͨ��EMS������ϵͳ���������³�����ƴ���ӡ�
���ں�ذ��ں���ʱ��������С��������ڴ�������ä����ֻ��ƾ�о�������ä����ʱ�����ְ�㺸��������������������֤�Ѷȴ������䡢���鲻����֤�����ü����ָʾ��㡣ȷ������ʰ�װλ�ú���������Ȳ�Ӱ�캸ǯ������Ҳ��Ӱ�캸�Ӳ�����ͨ�����ƣ�����ȼ��ٺ��˲������ʣ����ٷ��������������β�������5�룬���Լ����ʱ��125857Ԫ��
�����˲��Ե¹����117̨�����ˣ�100%ʵ���㲿���Զ�������ץȡ���ܹ��ڳ������������ͼ����ʵʩȫ���Ի��л�����λ������ֽ���Ϊ�ȶ���Ч����ߵĸ��ٹ������䣬����ʱ���4S���ϴ�ͳ����Ч������200%���ϣ�ʵ���˶�λ��ȷ������ƽ˳������Ч���ڳ���������������ش������ȵ�λ��
����ϵͳ��Դ�ڵ¹������ӣ�Ŀǰ������������ҵ����һ������ˮƽ���ǻ����Ӿ����ͼ���������������߷ǽӴ�����ϵͳ��ͻ�ƴ�ͳ���������������ƣ���100%ʵ���������ճߴ粨����أ�Ϊ���ոĽ��ṩ��Ч������֧�š� ���������Ϊȷ��100%�д�Ʒ��ת���¹�λ���Թ̻�VIN����ѹӡЧ��Ҳ�����˸��ƣ����Ľ����˹����ѹӡ��ʽ����ѹӡ���������ӹ�Դ��CCD��������ͷ�����ڿ����Ӿ����ϵͳ���ӣ��������˹���λ��ʾ������ʵʱѹӡЧ����������ʾ��������λ��ҵָ�������Ӽ��ѹӡЧ�����裬ȷ��ѹӡ״̬��ͨ���������Լ���ޡ���Դ����117195Ԫ��
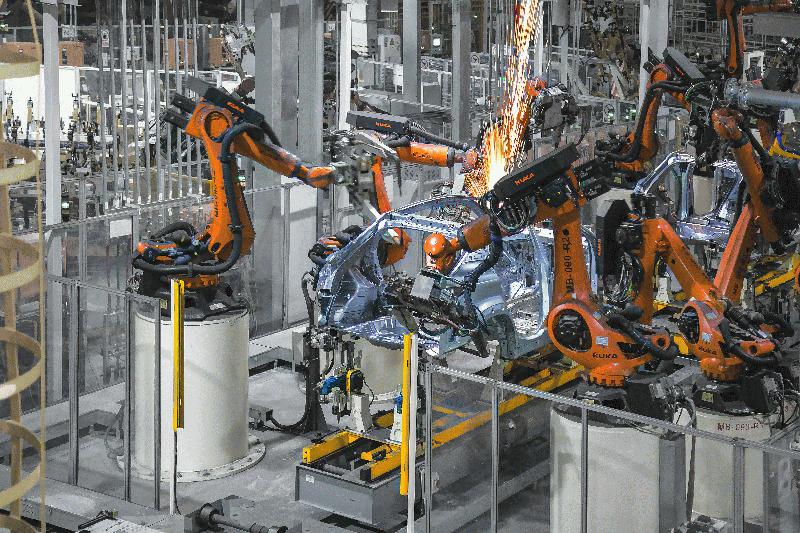
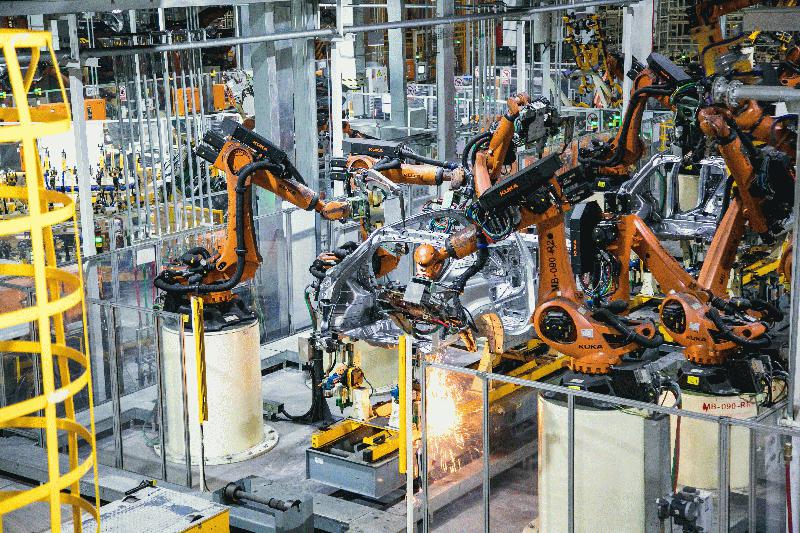
���ղ��־��������Ϻ����ڵȹ��ʡ�����һ��������ҵ�Ա꣬���÷����ԳƲ��ã���Ч�Ĺ���˸�Ʒ�ֳ��ſ��Ӹ߲��µ����⣬����ռ������30%���ϣ���������ʱ������25%���ϡ��ڿۺϹ����У����Dz�����ģ����ϵͳ��ʵ�ּ������ۺ�ȫ�Զ�����ʵ�ֵ�̨ѹ�����ʱ��ģ����л����ɴ�����ֳ���ͬ���ۺϣ�����������ʵ��ȫ�������Ժ��ӡ�
���ǹ���ͬ��ҵ��һ�����Ĵ��65JPH�ĵذ�������������³����ƴ���������ɶ�����̼���������߹�λ���ǡ�����һ�֡��׳����ĵ������������ӹ��յ�ʹ���Ѿ�Բ����ɣ���һ̨̨�����ġ���覴õİ׳������������У�����Ϳװ��
��װ����
��������UNI-T����������װ���䣬��Ϊ��������������ij��䣬������ռ��91500�O����Ҫ��9�����ߡ�6����װ�ߡ�2�����������ߡ�2������ߺ�2�������߹��ɣ���Ʋ���26����/�꣬������Ϊ39����/�ꡣΪ�������ܡ����ֻ���װ�����������������þ��й��ʻ�һ��Ʒ�ʵ�ȫ���ܡ��Զ����豸149̨��ռ�ȴ�80%��ʵ���������豸���������������ľ������ܻ���غ���������Ч�����15%���ϡ���Դ���������10%���ϡ���Ʒ������������25%���ϡ���Ӫ�ɱ�����15%���ϡ���Ʒ����Ʒ�ʽ���25%���ϡ��ؼ�����װ�����м���ʴﵽ100%����װ�����������ܻ�����ͬ��ҵ����ˮƽ��
��װ������������ƽ���Ϊ65JPH����ۼ���ߣ�Ҳ������װ��������ĩ�ˣ��������������ᆳ�����ŵ��ԡ���ۼ�鼰���ͼ�ע�����ߡ�����߹���2������Ҫ�������Ρ����š���ѹ��⡢��ע�ȹ�����ֵ��һ����ǣ��ĺ�һ��ע�豸���ù�����ƹ���ӹ���ʽ����ע���ȿɴ�95%���Ӷ���֤���Dz�Ʒ�ļ�ע������
�������Ϳװ������װ���������ߵ�һ����λʱ���㽫���Ų�����ڳ��ŷ�װ�߽��г����㲿��װ�䣬Ȼ��ͨ��������ֱ�Ӵﵽ�˴������г�����װ����������������Ƽ���̶��Ϸ����˳�������װ�䣬��Լ32��/��װ��ʱ�䡣

����������54����λ����Ҫ���·����������š����䡢��̥�������ܵȵ����㲿��װ�乤�����ڹ���Ť�ؿ��Ʒ��棬����75��Ť�ؿ����豸�����÷�����ͷ����ϵͳ��ȷ��Ť�غϸ���100%������������Ƿ������ͺ��ŵ�װ�乤λ��Ŀǰ���Dz��õ�������˫�������̺�װ��AGV��ʵ���˷������ͺ���ͬʱװ�䡣
������12S���һ����̥��װ����Ŀǰ�����Զ���ˮƽ��ߵ���̥��װ�ߡ���̥��װ��װ����ɺ�������ƽ̨���͵�����̥��װ��λ���������͵������̥��������״����·��������ߣ������ȱ�֤�˿����Ҳ��������������������ж���̥��ĥ��
���������������11000�O�������������ܲ�ͬ������Ϊ��桢�������������3�����������п�����Թ���·�ߡ��ֳ��������Ԥ��Ϊ���������;����������·����ѭ��Ϊԭ����С�ģ�黯���滮���滮���̿�λ1537�����ϼܿ�λ287�����������MESϵͳΪ���У�����Kitting����ϵͳ��AGCͬ������ϵͳ����270�����ϣ������ͣ������ʵ��AGC�����������ܻ�ͬ�����ͣ����ܻ��ʴ�29%����������������196�࣬���õ綯�ϳ����ͣ�ͬ�����ʴ�65%��

���Կ������ǣ����������Ƚ��������������Ϊ����UNI-T����ǿ������ƽ̨���ϣ�Ҳ�������߽�һ���˽�����������̡���Ϥ������UNI-T����6�·���ʽ���У�Ŀǰ��������������5�·�½���������������顱�û���







�ذ��Ƽ�

һ��������һ̨����̽�ó����ǻ۹��� ����UNI-T��������

����һ���ָ������辯�裬��OLED�����ϡ������Ρ�������
2020������ΥԼ��һ��������Ϸֱ����ҵ��Щ��ʾ��

ȫ������Ʒ����?out��!������ʳ���Ǿ���

������è�콢����ʽ��ҵ ȫ����Χ�����մ�

��������Ϊ�ȣ��������㡶���̿ͻ��������鱨�桷��ʾ2020������

���µ�Σ������2��3���������ͷ����������

300�����ô����ʿ��������90�� �����Ǵ�ѧ��